Induction hardening Jaw Teeth sa Carbon Steel
Description
Taas nga frequency sa induction hardening Jaw Teeth sa Carbon Steel nga proseso sa nawong
tumong
Malampuson nga pagpatig-a sa mga ngipon sa apapangig gamit ang induction.
Equipment
DW-UHF-6KW-Akong gama sa makina nga hardening sa induction
Kinaandan nga coil sa HLQ
mga Materyal
Mga ngipon nga puthaw nga ngipon sa carbon nga gihatag sa kustomer
Key Parameters
Kusog: 4 kW
Temperatura: Gibana-bana nga 1526 ° F (830 ° C)
Oras: 10-15 sec
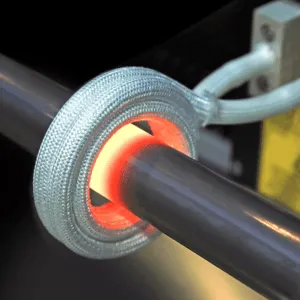
Proseso:
- Ang usa ka coil sa pagsulay usa ka naandan nga gihimo alang sa aplikasyon.
- Ang sampol natago sa posisyon sa sulod sa coil.
- Ang pagpainit sa induction gipadapat sa ngipon.
- Ang temperatura sa sample nabantayan sa panahon sa pagpainit.
- Ang kainit gipadapat hangtod naabut ang pag-ayo sa temperatura.
Results:
- Nakab-ot ang sistema nga labing taas nga gahum.
- Ang ngipon gipainit hangtod 830 ° C sa 12 seg.
- 930 ° C naabot sa 20 seg.
- Ang punto sa Curie (mga 770 ° C) nakaabut sa 5 seg.
Mga konklusyon:
- Ang pagsulud sa sistema –DW-UHF-6KW-I angay alang sa proseso.
- Ang Classic coil angay usab alang sa kini nga aplikasyon.
rekomendasyon:
- Mahimo ang pagkabalhas sa proseso pinaagi sa pagbalhin sa HS nga adunay coil o sa panga sa patayong direksyon.
- Kinahanglan nga husto nga mga sistema sa paglamig. Kapasidad sa cooling - labing menos 4kW. Mahimo nga magamit ang water-to-air system, apan kini nagsalig sa ambientong temperatura sa operasyon.